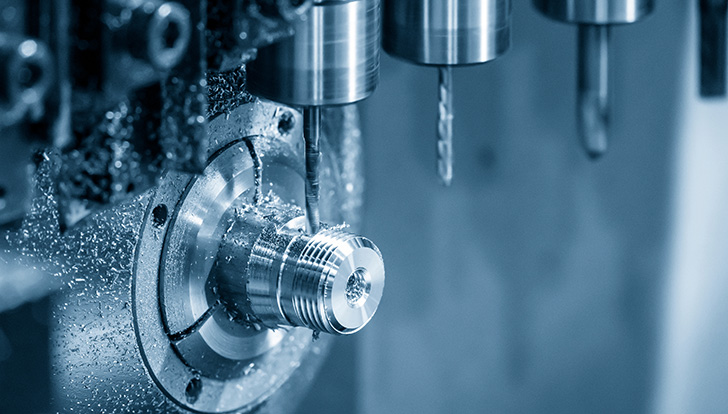







Il tornio automatico a fantina mobile.
Questa tipologia di tornio automatico è una macchina per tornitura ad alta produttività per pezzi di piccole dimensioni. Questi macchinari sono chiamati anche Torni Svizzeri o Swiss Type Lathe dall’inglese.
I torni automatici a fantina mobile sono col tempo diventati sempre più completi e complessi per numero di assi di lavoro e capacità di lavorazione, ed oggi sono dei veri e propri centri di tornitura.
La grande differenza tra un tornio automatico a fantina mobile e un tornio tradizionale è il principio della lavorazione; ovvero nel tornio a fantina mobile il moto di avanzamento lungo l’asse Z non è garantito del moto dell’utensile ma bensì dallo scorrimento del pezzo verso l’utensile. In questo caso la barra di materiale da lavorare.
Possiamo contare due famiglie di torni automatici a fantina mobile:
- Tornio a fantina mobile tradizionale a camme
- Tornio a fantina mobile a controllo numerico
Sotto l’aspetto della precisione queste due categorie sono comparabili, ovviamente però il tornio CNC offre una maggiore flessibilità, non dovendo cambiare le camme per modificare il ciclo produttivo. Nonostante questo le macchine a camme sono oggi molto più economiche e ancora richieste per la produzione di particolari meno complessi ma dai grandi volumi. L’attrezzaggio rimane comunque più lungo e articolato.
Il tornio automatico a fantina mobile è in grado di lavorare pezzi con tolleranze strettissime in modo ripetitivo. I pezzi lavorati presentano quasi sempre diametri piccoli (da 1 a 40 mm) e lunghezze anche considerevoli rispetto al diametro.
Grazie alle modalità di lavorazione che offrono i torni a fantina mobile è possibile lavorare pezzi molto complessi, con ad esempio la presenza di pareti sottili, piccoli diametri e gole marcate. Per garantire tolleranze cosi strette la barra di materiale da lavorare scorre dentro una guida aggiustabile, la bussola, spinta dalla fantina che è un mandrino che si sposta in Z ( per questo il nome fantina mobile )
Tenendo conto che il pezzo viene sorretto dalla pinza della fantina e dalla bussola di guida, la barra grezza non può essere più corta della distanza tra questi due elementi. Questo provoca l’inevitabile spreco di materiale grezzo chiamato “spezzone”.
Su ormai quasi tutti i torni a fantina mobile a CNC è installato un contro mandrino, opposto al mandrino principale. Questo è svincolato dal primo mandrino e permette la ripresa del pezzo dopo il taglio per eseguire lavorazioni sulla faccia posteriore ( OP20 ) in tempo mascherato o in alternativa può essere usato per sorreggere il pezzo durante la fase OP10.
Nel tornio a fantina mobile gli utensili sono disposti su un pettine che lavora sull’asse perpendicolare alla bussola e a filo di questa. Grazie alla vicinanza tra l’utensile e l’uscita della bussola, nelle lavorazioni di tornitura le vibrazioni ed eventualmente le instabilità del processo di taglio sono minimizzate, migliorando moltissimo la qualità dei pezzi finiti.
Il tornio a fantina mobile è alimentato da barre di materiale grezzo con tolleranza almeno h9. La precisione della barra è necessaria per garantire lo scorrimento della stessa nella bussola guida. Per la lavorazione di pezzi con tolleranze sui diametri molto strette è consigliabile l’utilizzo di barre rettificate ( tolleranza h7 ). Ormai in tutte le macchine le barre sono alimentate da caricatori automatici di barre. Questi sono dei magazzini automatici che inseriscono la barra nella fantina e la sorreggono durante la lavorazione estraendo lo spezzone di barra rimanente.